销售服务热线:
15618233888
VMC系列加工中心程序运行结束后,出现刀具返回原点时越位,这种现象一般是由机械传动系统运行阻力太大引起的。切削进给时,刀架低速运行,低电压驱动,步进电机运转转矩小,不足以克服阻力造成丢步。而回零时步进电机高压驱动,运行速度高,力矩大,又没有吃力阻力,步进电机运转正常不丢步。VMC系列加工中心这样去时丢步而返回时正常就会造成上述现象。这时可检查步进电机减速箱内传动齿轮或步进电机与丝杠之间传动齿轮上有无铁屑异物,或溜板镶条是否太紧使运行阻力增大等原因。
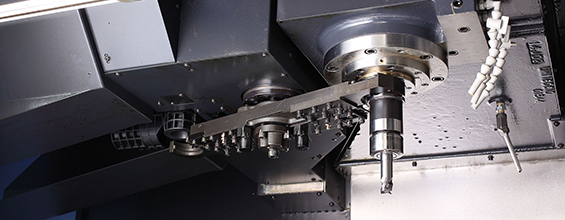
这一现象一般是控制系统故障引起的。刀具在进给或在加工时要求低速运行,这时步进电机运转速度较低,采用低压电源供电,而程序回零点时,要求快速退回,这时要求步进电机高速运行,采用高压驱动电源,使输出转矩增大,保证正常回零。VMC系列加工中心控制高压驱动电源输出的有一开关三极管,当开关三极管损坏后,高速回零点时,高压电源打不开,步进电机输出转矩不够,造成回零丢步,致使刀具返回不到原点。这一故障更换开关三极管即可消除。


15618233888